 Spanish
Spanish  Chinese
Chinese  Russian
Russian  German
German  French
French  Japanese
Japanese  Portuguese
Portuguese  Hindi
Hindi Research Article, J Fashion Technol Textile Eng S Vol: 0 Issue: 4
Implementing 3D Printed Structures as the Newest Textile Form
Banu Hatice Gürcüm1*, Hüseyin Riza Börklü2, Kürşad Sezer2 and Oğulcan Eren2
1Faculty of Art and Design, Department of Textile Design, Gazi University, Ankara-Turkey
2Faculty of Technology, Department of Industrial Design Engineering, Gazi University, Ankara-Turkey
*Corresponding Author : Banu Hatice Gürcüm
Associate Professor, Faculty of Art & Design, Department of Textile Design, Gazi University, Ankara-Turkey
Tel: + 0 532 335 84 00
E-mail: banugurcum@gmail.com
Received: December 14, 2017 Accepted: February 28, 2018 Published: March 05, 2018
Citation: Gürcüm BH, Börklü HR, Sezer K, Eren O (2018) Implementing 3D Printed Structures as the Newest Textile Form. J Fashion Technol Textile Eng S4:019. doi:10.4172/2329-9568.S4-019
Abstract
Pioneering studies on the applications of 3D printing technology and additive manufacturing have been focusing on textile and clothing sector from the last two decades. Moreover, the creative momentum of fabric-like 3D printed structures has come to the point of transforming as for the newest form of textile applications after the advent of chain-mail like structures and flexible micro or meso structures created by SLS rapid manufacturing. Thus, the primary aim of this paper is to discuss the important properties of traditional fabrics that are to be expected of 3D printed structures namely physical properties like flexibility, bending and and drapability. The secondary aim of this study is to compare the mentioned physical properties of 6 3D printed samples regarding same geometry with different sizes, structures and rapid manufacturing methods.
Keywords: 3D Printing technology; Textile structure; Fabric properties; Bending; Flexibility
Introduction
Additive Manufacturing or 3D Printing is the collective term for all processes that can form a 3D product by means of adding material, rather than by subtracting material. Additive manufacturing is also referred to as rapid prototyping (RP) and it is used to create a threedimensional model of a part or product, providing 3-D visualization for digitally rendered items. When compared to conventional producing methods, RP can be used to manufacture the product of the prototype easily, rapidly and inexpensively [1-3]. RP has also been referred to as solid free-form manufacturing; computer automated manufacturing, and layered manufacturing. RP has an obvious use as a vehicle for visualization and an opportunity to test the efficiency of a part or product design before it is manufactured in larger quantities and is increasingly used in many sectors such as space, automobile, medical [4,5], architecture [6], education [7] and fashion [8,9].
Additive Manufacturing Technologies
Beginning from the invention of the inkjet printers in 1984 when the first 3D printer was presented and the patent for stereo-lithography (SLA) was obtained by Charles Hull, RP process created 3D objects from digital data [10,11]. The principle of SLA technology works by converting liquid resin into solid materials with high-intensity light, which is often ultraviolet (UV) laser, which traces the slices of an object on the surface of this liquid causing the thin layer to be hardened [12]. Once the UV laser beam has drawn a 2D path along the surface, the freshly polymerized model layer is lowered into the surrounding resin bath to be followed by another fresh surface curing and joining until complete object is printed [13,14].
Selective laser sintering (SLS) is a rapid prototyping technique with powder based manufacturing similar to SLA except for the UV beam replaced by lasers and the resin replaced by powdered bed, which serves as self-support for the generated product. This process involves a layer of plastic powder spreads over the machine base area uniformly and the object is built by using a laser to selectively fuse together successive fine plastic powder into layers. Upon completion, the remains of the unsintered powder will eventually be removed for reuse purpose [13,15]. SLS uses powdered materials (such as nylon, titanium, aluminum, polystyrene, and glass) instead of using liquid polymers in FFF. Powder is jetted from many nozzles onto the print surface, much like an inkjet printer. Laser is used to sinter or fuse the powder, layer by layer [16]. Selective laser melting (SLM) is similar to SLS, but rather than fusing the powdered material, the powder is melted at very high temperatures. Electron beam melting (EBM) is similar to SLS, but EBM employs an electron beam as its power source [16].
Fused Deposition Modelling (FDM)/Fused Filament Fabrication (FFF) is an additive manufacturing technology where by thermoplastic material that has a melting point below 3000°C are used. This melted thermoplastic is extruded from a temperature-controlled nozzle to produce the layers of object to be created at a certain high degree of accuracy. FDM most commonly uses processes that work with thermoplastics material such as ABS, PLA, and HDPE etc. In this process, the 3D object designed with CAD software is imported as an STL file to the 3D printing software that would enable temperature controlled and the thermoplastic material layer by layer. The material changes from solid to semi-liquid state during the extrusion process to form layers upon layers. Each new layer will stack on top and fused with the previous layer when the material is harden almost immediately [17,18]. Fused filament fabrication (FFF) uses a stream of melted thermoplastic material that is extruded from a nozzle to create layers, with each layer bonding to the previous layer. Common inks include ABS (acrylonitrile butadiene styrene) and polyactic acid polymers [16].
The laminated object manufacturing (LOM) is one of the additive rapid prototyping (RP) techniques where a roll of paper having a thermally activated adhesive coating on the lower side builts tha object sequentially layer by layer. The heated, stainless steel roller provides the pressure to bring the new layer into contact with the layers already laid down and the heat to cause bonding. CO2 laser beam cuts each layer and the excess material through the computer-aided design (CAD) software. The platform moves down and the feed paper advances. The sequence repeats itself until the final layer is completed. The excess material, which is already [19] sectioned into cross-hatched columns, is removed manually at the end of the process. In this additive process, laminates of materials (such as metals, plastics, or paper) are bonded in successive layers and then cut into shapes [16].
Photopolymer Phase Change Inkjets (PolyJet) are introduced at 2000 with an attempt of replacing the stereolithography. The process is based on photopolymers, but uses a wide area inkjet head to layer wise deposit both build and support materials. It subsequently completely cures each layer after it is deposited with a UV flood lamp mounted on the print head. The support material, which is also a photopolymer, is removed by washing it away with pressurized water in a secondary operation. The advantage of polyjet systems over SLA systems is that the resins come in cartridge form (no vat of liquid photopolymer), the machines are clean, quiet and office friendly. There is less post processing cleanup on parts. Disadvantages are that the print heads are relatively expensive and need to be replaced regularly, adding to maintenance costs [20].
Since innovative RP technologies contribute to lessen development time, diminish production mistakes, minimize sustaining engineering changes, and extend product lifetime by adding necessary features and eliminating redundant features early in the design. RP decreases development time by allowing corrections to a product to be made early in the process (Figures 1-5). By giving engineering, manufacturing, marketing, and purchasing a look at the product early in the design process, mistakes can be corrected and changes can be made while they are still inexpensive. Just as many other sectors, the textile sector is endangered by the increasing number of variants of products and increasing product complexity together with decreasing product lifetime before obsolescence and decreasing delivery times. The development of desktop 3D printers, combined with archives of open-source designs, makes it possible for people to produce simple objects within their own homes at relatively low cost. This market is likely to be slightly less sophisticated than that for more complex items, but it will provide a great deal of flexibility for consumers [21].

Figure 1: Principles of SLA [15].

Figure 2: Principles of SLS [15].

Figure 3: Principles of FDM [15].

Figure 4: Principles of LOM [15].

Figure 5: Principles of Polyjet [15].
RP Technologies in Textiles
From the oldest production methods with yarns used to weave, knit, braid and knot to the newest production methods with fibres used to stitch, bond or structures of innovative technologies, laminates, nanoparticles, composites, textile industry advanced through materials, processes and context mostly within the last five decades. Textile engineering research explored the possibilities of combining 3D printing technology and textile weaves as well as the practical potential for the theoretical collaboration of these two very different technologies. Later “print on demand” services for companies like Materialise or Shapeways, and DIY (Do It Yourself) or Maker Culture [22] ensured that 3D printers entered for the textile and fashion world. Thus, many different projects are fullfilled using RP technology or 3D printers with materials such as PLA, elastic polimers, rubber, nylon, etc. and plenty of 3D printed clothing prototypes have been designed. Though today’s wearable 3D printed applications are more like exoskeletons and armors than textiles and clothing, RP technologies are still remarkable in textile engineering research since it provides the opportunity to produce finished, ready-to-wear clothing directly from raw materials in a single manufacturing operation.
Although 3D printed materials have hardly entered the realm of wearability, 3D printed clothes have already hit the runways. Designers, innovators created with 3D printers inside fashion industry like Freedom of Creation, Continuum, or Iris van Herpen etc. These approaches are based on rigid micro- or meso structures, where the textile-like behaviour is achieved by using chain-mail like structures, or otherwise flexible movement created with rigid components achieved with SLS rapid manufacturing [23]. However, fabric is not suitable for traditional additive 3D printing technologies like fused deposition modelling (FDM), stereo lithography (SLA), or selective laser sintering (SLS); which use homogeneous materials (plastic filament, liquid, and powder, respectively) that can be deposited only at selected locations within a print [24]. This problem has to be solved using geometry to achieve the required behavior here is flexibility, bending and wearability.
Thus, the primary aim of this paper is to discuss the most important properties of traditional fabrics that are to be expected of 3D printed structures namely physical properties like flexibility, bending and drapability necessary to be used instead of knitted and woven fabrics. The secondary aim of this study is to compare the mentioned physical properties of 6 3D printed samples regarding same geometry with different sizes, structures and rapid manufacturing methods.
Methodology
General aim
In each textile structure the geometry and disposition of the yarns to each other greatly determines the behaviour of that fabric. An important issue that engineers and designers working with textiles begin to learn through experience is relating how geometry of an overall system of units affects the behaviour of something that can move. These approaches are based on rigid micro-or meso structures, which we think that the textile-like behaviour can be achieved by using chain-mail like structures. This study we will try to sample two geometries of textile (one demonstrating the woven and one for knitted textiles) in search of flexibility, bending and drapability.
Design process
Fabric is not easily printable in traditional additive 3D printing technologies like fused deposition modelling (FDM), stereo lithography (SLA), or selective laser sintering (SLS) since they use homogeneous materials (plastic filament, liquid, and powder, respectively) that can be deposited only at selected locations within a print and what can be printed seldom resembles fabric. In our point of view, this problem could be solved dealing with the mesostructure of fabric to achieve the required behaviour here is flexibility, bending and wearability. However, it wasn’t possible to print and have flexibility features such as in knits. So the joint mechanisms should be studied mostly such as ball and socket joints (Figure 6) or hinge joints (Figures 7 and 8). By changing the geometry and the sizes of the print, we can achieve different behavior so that we can manipulate the bending and deformation properties of printed 3D soft object. Technical data of the first set of 3D printed sample geometries are shown in Table 1

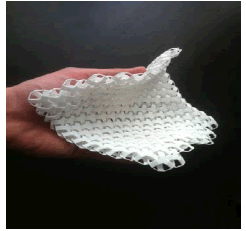
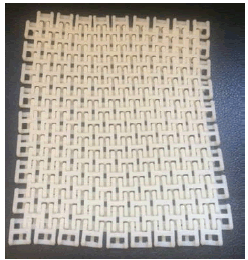
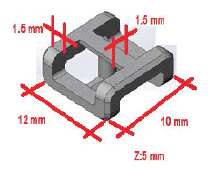
Figure 6: CAD drawing knitting inspired from ball and socket joints (rightdetail).

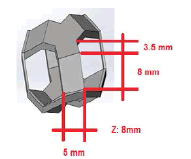
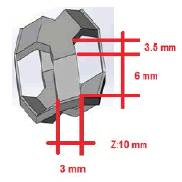
Figure 7: 3D Printed hexagonal sample inspired from hinge joints with pivoted angles (right-wrong side).

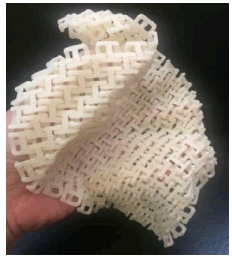
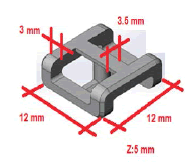
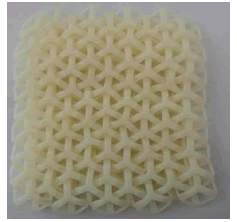
Figure 8: 3D Printed triangular sample inspired from hinge joints with pivoted angles (right-wrong side).
| Hexagonal sample (Figure 7) | Triangular sample (Figure 8) |
|---|---|
| Nozzle diameter: 0.4 mm Layer thickness:1 mm Hinge length: 2 mm Extrusion Temperature: 245 °C Platform Temperature:110 °C |
Nozzle diameter: 0.4 mm Layer thickness: 0.8 mm Hinge length: 0.5 mm Extrusion Temperature: 245°C Platform Temperature:110 °C |
Table 1: Technical data about samples.
Material and equipment
2 samples printed in SLS (Formiga P110) and 4 samples in FDM printers (Figures 9 and 10).

Figure 9: Formiga P110.

Figure 10: Uprint SE.
Results and Discussion
Traditional fabric quality perception which depends on comfort, aesthetic characteristics and durability characteristics such as strength and elasticity may not be traditionally present in 3D printed fabrics. Durability characteristics are important for the industry and consumers, whereas aesthetic qualities are dependant to consumer demand and subjective in nature. Strength or other mechanical properties of a 3D printed textile material depend on type of the material and the RP method. However, the term wearable denotes that in 3D printing textiles comfort performance, mechanical fitting to human body, and physical fabric performance should be achieved.
Flexibility is the most important property for textiles, since without flexibility no wearable garment produced. However, there are more properties that are important for textiles, including warmth retention and absorption, softness and elasticity [25,26], and that make them suitable to wear close to the skin. In order to understand why textiles have these properties, the structure and properties were analysed on four different levels: garment, textile, yarn and fiber. It is possible to distinguish a main structure for each level, which results in a hierarchical structure for the overall material. This hierarchical structure is responsible for most of the mentioned properties that are desirable in textiles, for instance warmth retention is caused by porosity in the structure [26].
Although the aesthetic and comfort qualities have been considered traditionally as subjective feelings, it has been demonstrated in recent years that these are quantifiable in terms of physical measures. In fact, the attributes which influence these qualities are difficult to be characterized objectively. Textile and clothing industries have traditionally used subjective assessment by individual judgement, of these fabric qualities as the basis of fabric quality evaluation. The findings of the research are subjectively evaluated and discussed (Tables 2 and 3).
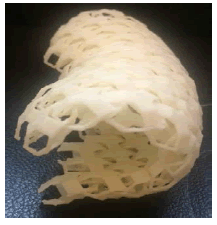
| Sample no:1 SLS knitting inspire | ||
 |
 |
Layer thickness: 1mm -0.8 mm Material: virgin PA2200 Model interior gaps: 0.5 mm Printing Time: 18:08 h For reference, Sample 1 and Sample2 are 3D printed by SLS technique with material virgin Polyamide 2200 |
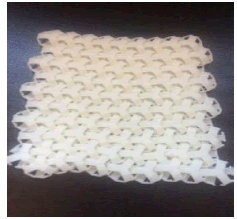
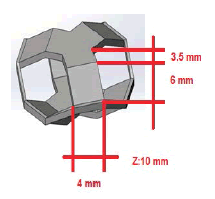
| Sample no:2 SLS weaving inspired | ||
 |
 |
|
| Sample no:3 FDM | ||
 |
 |
Model: Hexagonal Design, Nozzle diameter: 0.2 mm Layer thickness: 0.254 mm Material: ABSplus (Ivory) Temperature: Nozzle 300 °C, Environment 100 °C Model interior: Sparse – High density Printing Time: 18:08 h |
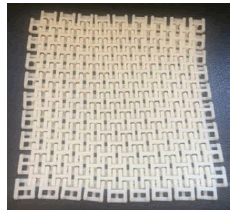
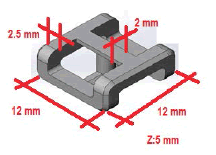
| Sample no:4 FDM | ||
 |
 |
Model: Quadrilateral Design Nozzle diameter: 0.2 mm Layer thickness: 0.254 mm Material: ABSplus (Ivory) Temperature: Nozzle 300 °C, Environment 100 °C Model interior: Sparse – High density Printing Time: 11:34 h |
| Sample no:5 FDM | ||
 |
 |
Model: Hexagonal Design, Nozzle diameter: 0.2 mm Layer thickness: 0.254 mm Material: ABSplus (Ivory) Temperature: Nozzle 300 °C, Environment 100 °C Model interior: Sparse – High density Printing Time: 24:00 h |
| Sample no:6 FDM | ||
 |
 |
Model: Quadrilateral Design Nozzle diameter: 0.2 mm Layer thickness: 0.254 mm Material: ABSplus (Ivory) Temperature: Nozzle 300 °C, Environment 100 °C Model interior: Sparse – High density Printing Time: 09:12 h |
Table 2: Sample models.
| Sample 2-SLS | ||
 |
 |
 |
| Sample 4-SLS | ||
 |
 |
 |
| Sample 6-FDM | ||
 |
 |
 |
| Sample:1-SLS | Sample:3 | Sample:5 |
 |
 |
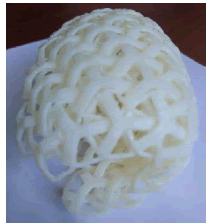 |
Table 3: Characteristics of samples.
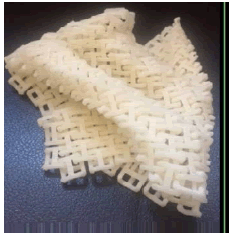
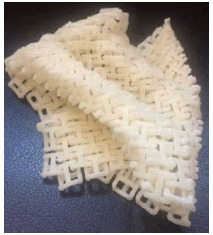
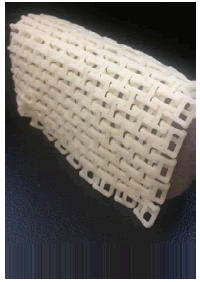
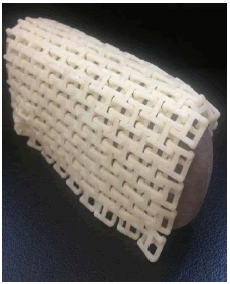
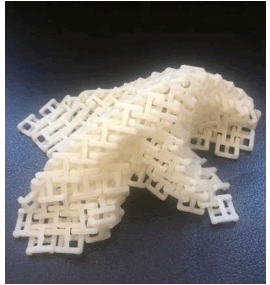
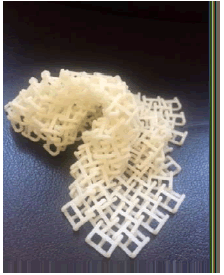
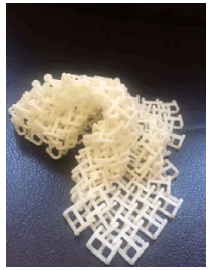
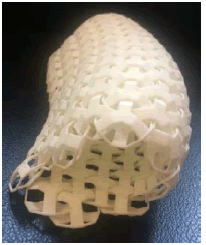
When observing the Sample 2 in a mechanically, it is seen that the links in the chain are seperate and do not stick together causing a flexible, textile like mechanical behaviour. It showed draping quiet well. It is bendable. Torsion application is possible. So in order to decrease bending rigidity we decreased the thickness of the rings (3 mm to 2.5 mm and 3.5 mm to 2 mm) and increased inner links. Sample 4 showed better drapability. Sample 2 is bendable. Torsion application is more possible. So in order to decrease bending rigidity we have increased the gap between the rings of the chain so that the unit bending length has increased and we have decreased the thickness of the rings again (from 2.5 mm to 1.5 mm and 2 mm to 1.5 mm) receiving better results in drape, bending and torsion application in Sample 6.
Because of the thightness of the rings in the chain Samples 1, 3 and 5 didn’t show draping behaviour. We observed decrease in bending rigidity in Sample 3 and Sample 5 respectively. Wrinkling radius (H) of samples 3 & 5 has decreased. Buckling behaviour of the Samples 3 and Samples 5 show less and less curvature than Samples 1.
It should be noted that for the present study the biggest struggles lied in the lack of standards or defined test procedures suitable for the 3D printed textile materials.
Expected Impact
With the same printers at hand textile 3D printing heads towards the manufacture of chainmail like structures resembling like the rings of the knitted for more flexibility and comfort. The implementation of RP for something to be worn is still a matter improving since there are issues regarding protection, mobility, restriction of movement, overheating of the wearer, expensive manufacture, limits of the piece dimensions and poor handle, poor fitting to be handled. But when it comes to 3D printing something for an exosuit or skeleton, other issues come into stage like it should be tailorfit to the anthropological measures of human body and gait biomechanics. However, these issues can be overcomed with the partial implementation of composite material and materials showing textile like behaviour.
References
- Sood AK, Ohdar RK, Mahapatra SS (2010) Parametric appraisal of mechanical property of fused deposition modelling processed parts. Mater Des 31: 287-295.
- Zhong W, Li F, Zhang Z, Song L, Li Z (2001) Short fiber reinforced composites for fused deposition modeling, Mater Sci Eng A 301: 125-130.
- Fu SY, Lauke B, Mader E, Yue CY, Hu X (2000) Tensile properties of short-glass-fiber- and short-carbon-fiber-reinforced polypropylene composites. Composites Part A 31: 1117-1125.
- Nikzad M, Masood SH, Sbarski I (2011) Thermo-mechanical properties of a highly filled polymeric composites for Fused Deposition Modeling. Mater Des 32: 3448-3456.
- Karsli NG, Aytac A (2013) Tensile and thermomechanical properties of short carbon fiber reinforced polyamide 6 composites. Composites Part B 61: 270-275.
- Botelho EC, Figiel L, Rezende MC, Lauke B (2003) Mechanical behavior of carbon fiber reinforced polyamide composites. Compos Sci Technol 63:1843-1855.
- Tezcan J, Ozcan S, Gurung B, Filip P (2008) Measurement and analytical validation of interfacial bond strength of PAN-fiber-reinforced carbon matrix composites. J Mater Sci 43: 1612-1618.
- Vautard F, Ozcan S, Poland L, Nardin M, Meyer H (2013) Influence of thermal history on the mechanical properties of carbon-acrylate composites cured by electron beam and thermal processes. Composites Part A 45: 162-172.
- Tekinalp HL, Kunc V, Velez-Garcia GM, Duty CE, Love LJ, et al. (2014) Highly oriented carbon fiber-polymer composites via additive manufacturing. Compos Sci Technol 105: 144-150.
- 3D Systems Inc (2014) 30 Years of Innovation.
- 3D parts (2017) 3D Printing Schematic view.
- Hamod Haruna (2016) Suitability of recycled HDPE for 3D printing filament.
- Materialise NV (2013) The factory for 3D printing.
- West AP, Sambu SP, Rosen DW (2001) A process planning method for improving build performance in stereolithography. Comput Aided Des 33: 65-79.
- Kruth JP, Wang X, Laoui T, Froyen L (2003) Lasers and materials in selective laser sintering. Assem Autom 23: 357-371.
- Baya V, Earls A (2014) The Road ahead for 3-D Printers. Technology Forecast: The future of 3-D printing.
- Timelab Stuart Deutsch (2013) A Guide to 3D printing.
- Dudek P (2013) FDM 3D printing technology in manufacturing composite elements. Arch Metall Mater 58: 1415-1418.
- Park J, Tari MJ, Hahn HT (2000) Characterization of the laminated object manufacturing (LOM) process. Rapid Prototyp J 6: 36-50.
- Mitch Heynick, Ivo Stotz (2017) 3D CAD, CAM and Rapid Prototyping.
- Sissons, A., and Thompson, S., 2012. Three Dimensional Policy. Why Britain Needs a Policy Framework for 3D Printing,
- Forehand,L (2015). The Prototype as Product: Designing a New Business Model for Future Designers.
- Mikkonen J, Kivioja S, Suonsilta H, Myllymäki R, Vanhakartano S (2013) Printed Material as Fabric.
- Huaishu P, Jennifer M, Scott EH, James Mc C (2015) A layered fabric 3D printer for soft interactive objects.
- Li Y(2001) The Science of Clothing Comfort. Text Prog 31: 1-135.
- Slater K (1997) Comfort Properties of Textiles. Text Prog 9: 1-70.

